رزوه زنی غلتکی
به روز رسانی شده در ۱۴۰۳/۱۰/۳ زمان مطالعه 10 دقیقهاطلاعات کلی
از فرايندهای مختلفی نظير ماشينكاری و نورد برای توليد رزوه استفاده میشود. باتوجه به نياز به رزوه هايی با كيفيت و استحكام بالا، فرايند پیچ زنی غلطکی مورد توجه توليد كنندگان میباشد. ازديگر مزايای فرايند، توليد بدون براده و هدر رفت ماده و نرخ توليد بالا است.در اين ميان حدود٩٠ % از پيچ های توليدی به روش پیچ زنی غلطکی انجام ميشود. معمولاً رزوه، به دو طريق نوردكاری و برشی توليد ميشوند. اين دو فرآيند توليد رزوه ها، فرآيندهايی كارا از لحاظ اقتصادی ميباشند. ازآنجايي كه رزوه های توليدشده به روش نوردكاری به صورت سرد شكل دهی ميشوند. در اين حالت هيچ گونه ماده ای از قطعه خام جدا نخواهد شد كه اين امر منجر به صرفه جويی در مقدار ماده مصرفی میشود.

كيفيت سطح به دست آمده در اين فرآيند بين 08/0تا63/0 ميكرومتر در معيارRa است كه چنين كيفيتی توسط فرآيند سنگ زنی قابل دستيابی است. اين فرايند در مقايسه با فرآيند ماشين كاری استحكام شكست را ٢٠تا٣٠% و استحكام خستگی را حدود ١٥٠درصد افزايش میدهد. همچنين به علت ايجاد كار سختی، سختی سطح رزوه شده بافرآيند پیچ زنی غلطکی ١٥تا٢٥% افزايش می يابد. افزايش سختی رزوه ها به علت پايداری سطحی بالای آنها است درحالی كه كيفيت بالای سطح آنها به علت افزايش خواص ضد سايش آنها است. اين ويژگیها برای قطعات با كاربرد خاص بسيار مهم هستند. به علاوه برای خيلی از مواد كه ماشين كاری آنها سخت است مانند فولاد و آلياژهای مقاوم به سايش، تيتانيوم و آلياژهای آن، آلياژهای نيكل و نيكل- كروم و غيره، نوردكاری بسيار راحت تر از ماشينكاری است.
جهت کسب اطلاعات بیشتربه سایت Taksaan.ir مراجعه فرمایید.
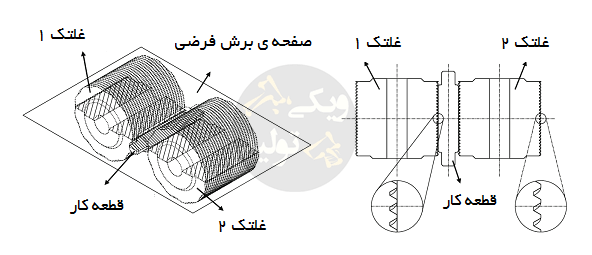
در این فرآیند از یک غلتک ثابت و یک غلتک متحرک برای شکلدهی رزوه استفاده میشود که روی محیط خارجی آنها شکل دندانه های رزوه ایجاد شده است و قالبهای غلتکی یا نورد رزوه نامیده میشوند.با اعمال فشار غلتک متحرک بر روی قطعه کار و تحت تاثیر نیروی اصطکاک، قطعه کار چرخیده و لبه های رزوه روی سطح آن منتقل خواهد شد و در اصطلاح فرآیند نورد رزوه انجام میشود.
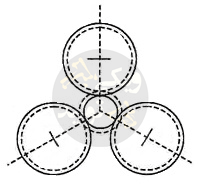
شکل دهی رزوه باسه علطک
استفاده از سه غلتک باعث افزایش دقت نورد رزوه و آسان شدن موقعیت دهی قطعه کار میشود و بدینصورت امکان تولید پیچهای آب بندی (بسیار دقیق) و رزوه هایی با نسبت طول به قطر کم بوجود خواهد آمد.
این فرآیند شباهت بسیار زیادی با نورد دو غلتکه دارد و از هر دو روش باردهی In-Feed و Through-Feed پشتیبانی میکند (بجز Tangential) اما بعلت موقعیت قرارگیری گیربکس، در ماشینهای عمودی برای طول رزوه و در ماشینهای افقی برای قطر آن محدودیتهایی وجود دارد.
برای موقعیت دهی قطعه کار یکی از مکانیزمهای زیر در نظر گرفته میشود:
یک غلتک بصورت خطی یا شعاعی جابجا شود و دو غلتک دیگر ثابت باشند.
دو غلتک بصورت خطی یا شعاعی جابجا شوند و غلتک دیگر ثابت باشد.
هر سه غلتک بصورت همزمان باز یا بسته شوند. (مثل سه نظام و ابزاری بنام Die Head)
هر سه غلتک بصورت مستقل خطی یا شعاعی جابجا شوند.

همانطور که میدانید در نورد رزوه با دو غلتک، تنها یکی از آنها به محور اسپیندل متصل است و چرخش مستقل دارد.در نورد رزوه با سه غلتک ممکن است هیچکدام از غلتکها به محور اسپیندل متصل نباشند (هنگام استفاده از Die Head روی ماشین تراش) و قطعه کار بچرخد یا قطعه کار ثابت باشد و یک، دو یا سه غلتک به اسپیندل متصل باشند.
منابع:
گردآوری ازمنابع موجوددراینترنت